PG前置作业技术革新报道
改善背景:
1、该零件是国盛试加工件,加工要求:外形及头部PG加工精度0.002MM。
2、目前PG设备精度加工此类型零件只能通过反投影加工,而反投影的投影精度无法保证在0.002以内,同行业加工工艺是由小磨床加工头部最高点到数,PG以小磨床加工为基准加工。
3、GDM黑田磨床设备结构问题,工作台左右无法限位。
现状:
1、GDM黑田磨床左右无限位装置,无法进行止动作业。2、一般普通砂轮外径D205mm实际加工值R100,无法满足图纸R37.5要求。
改善计划:
1、联系设备动力科对机床进行改善,自行设计限位块。2、定制特殊砂轮D150mm以满足零件加工要求。
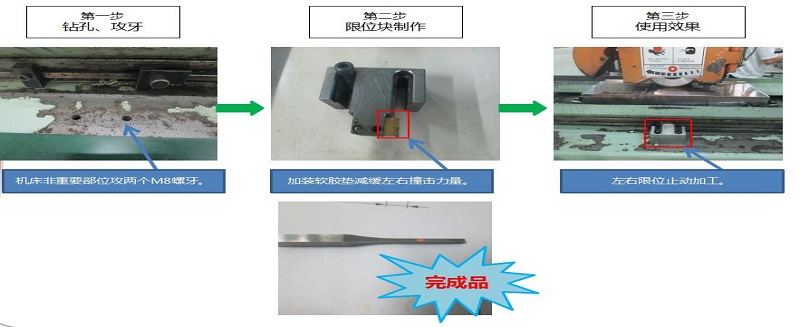
第一步
钻孔、攻牙:机床非重要部位攻两个M8螺牙.第二步限位块制作:加装软胶垫减缓左右撞击力量。
第三步使用效果:左右限位止动加工。
格力大金在模具加工设备和检测设备、CAE/CAD/CAM技术、全自动信息化管理等硬实力和软实力都在行业超前行列。期待您拨打合作热线:0756-8593031,或点击右侧在线客服咨询!进入格力大金官网http://www.gd-mold.com.cn/了解更多。
【本文标签】: 精密模具加工厂 精密模具加工厂家 精密模具公司 精密模具制造厂家-格力大金
【责任编辑】:格力大金版权所有:http://www.gd-mold.com.cn/
转载请注明出处
 微信公众号
微信公众号

