工件贯穿、薄片加工方法改善
1、目前厂内钣金模具加工越来越多,工件锣穿、薄片加工的加工类型也增加,以2015年的800多套其中的板金模具,加工此类零件共报废刀具3把,每一把刀具3000元,损失成本为:3把X3000元=9000元。2、用传统的加工方法,加工效率低下而且极易损坏刀具。 (如图一)
(图一): 传统加工方法可以非常容易把刀具损坏:
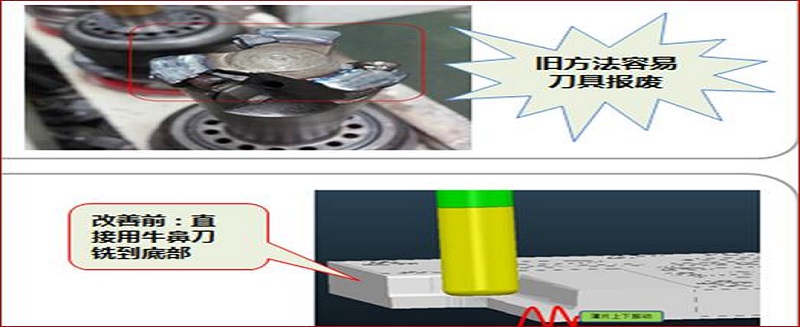
解决方案:1、重新修订钣金淬火件 CNC-CAM编程加工规范,锣穿工件、薄片加工新标准,后续所有此类零件都参照此加工规范加工. 2、加工过程对第一次装夹留8MM余量, 保证第二次装夹顺利切断.
(图二):改善后形成统一优化参数的标准:
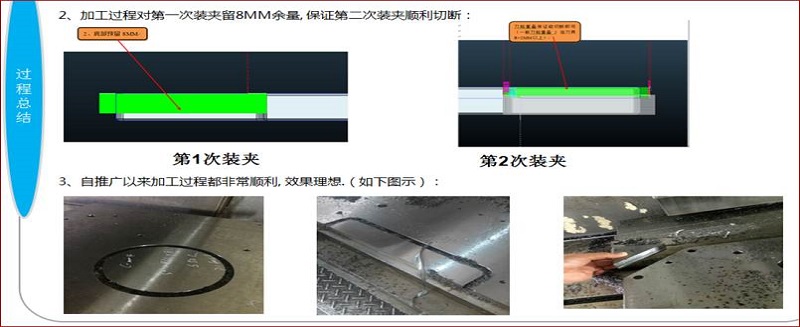
总结:小改善、大作用。通过加工策略的改善,调整加工方式,从而保证刀具的寿命, 而且可以高效加工.
格力大金—精密模具加工厂家,拥有进口设备能力、创新研发实力、雄厚资金实力、强大生产能力。想了解我们可拨打合作热线:0756-8593031,或点击右侧在线客服咨询!进入格力大金官网http://www.gd-mold.com.cn/了解更多。
 微信公众号
微信公众号

